Fat is one of the most influential formulation variables affecting pellet durability. In feed manufacturing, fat addition improves dietary energy density, palatability, nutrient delivery, and pellet mill throughput, but excessive fat addition before pelleting often reduces pellet durability, pellet hardness, and resistance to handling damage.
The negative effect is mainly caused by three mechanisms: first, fat coats feed particles and limits steam penetration; second, fat reduces friction inside the die, weakening compression and bonding; third, fat interferes with starch gelatinization and protein denaturation, both of which are important for pellet structure formation.
A commercial feed mill study using 2,691 observations identified fat content as one of the important variables influencing Pellet Durability Index, together with expanding temperature, ADF content, and pelletizer humidity. The same study reported that fat content had a negative effect on predicted PDI.
From a practical engineering perspective, mixer-added fat should normally be controlled at conservative levels when high PDI is required. For many poultry and pig feed formulas, 0.5%–1.5% mixer-added oil is easier to manage; 2.0%–3.0% requires stronger conditioning, higher die compression, or binder support; and fat levels above 4.0% before pelleting can significantly increase the risk of poor pellet durability.
When total dietary fat must be high, a staged strategy is preferred: add only part of the fat in the mixer, then apply the remaining oil after pelleting through post-pellet liquid application.
1- Introduction
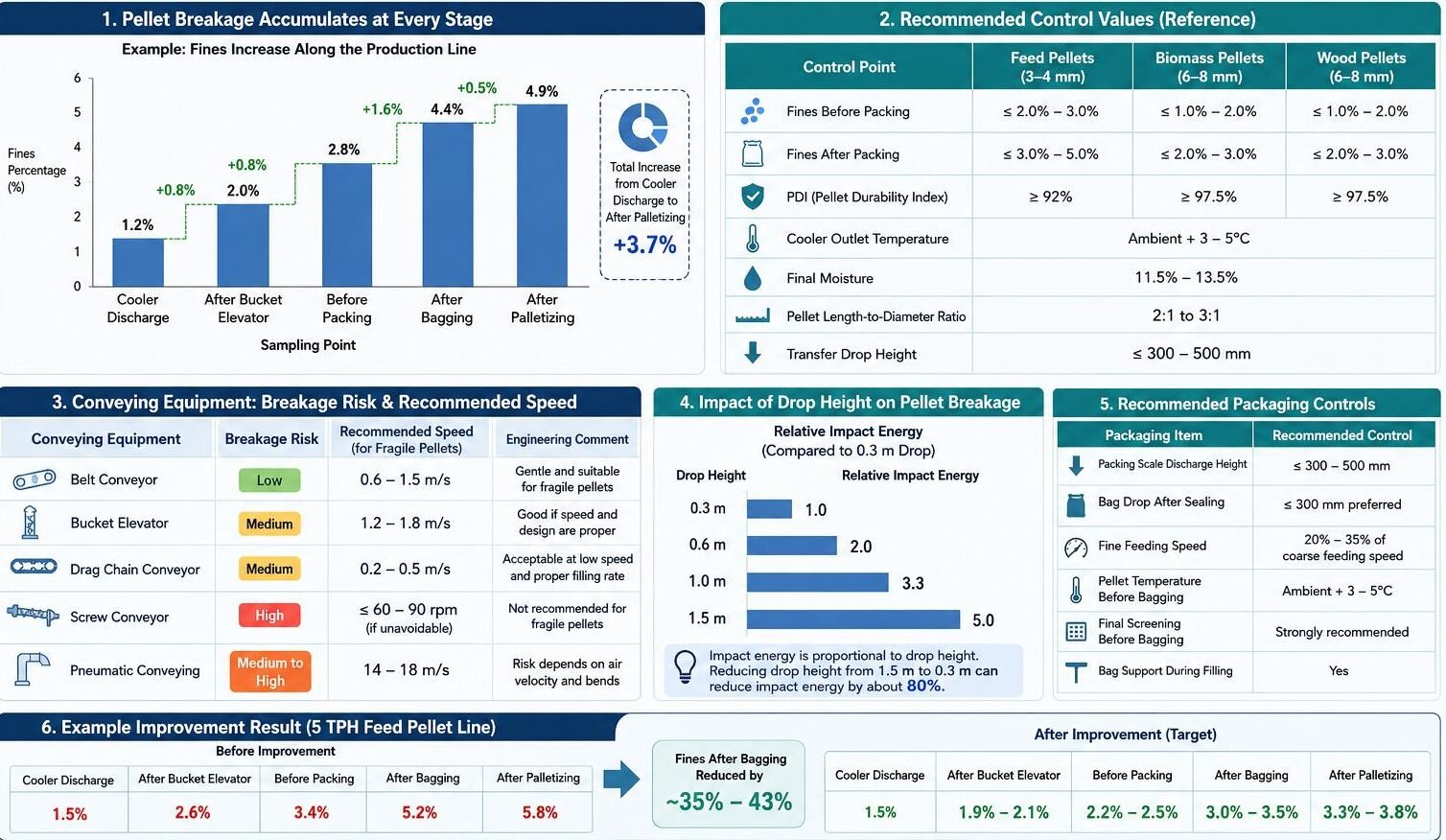
Pellet durability is a key quality indicator in feed manufacturing. It reflects whether pellets can resist mechanical damage during cooling, conveying, screening, bagging, storage, transportation, and feeding. Pellet Durability Index, or PDI, is commonly used to evaluate pellet quality and is calculated as the percentage of intact pellets remaining after a standardized durability test. A recent commercial feed mill study emphasized that PDI is an important KPI because pellet breakdown during transportation and handling can reduce the performance advantages of pelleted feed and increase fines.
Fat is commonly added to feed formulas for nutritional and economic reasons. In poultry, pig, ruminant, and aquafeed formulas, oil or fat may be added to:
*- Increase metabolizable energy
*- Improve feed palatability
*- Reduce dust in mash feed
*- Improve mixing uniformity of micro-ingredients
*- Reduce pellet mill friction and energy consumption
*- Increase production capacity
*- Improve final feed appearance after oil coating
However, the same fat that improves energy density and die lubrication may reduce pellet durability. Therefore, fat addition is not only a nutrition issue. It is a combined formulation, process, equipment, and quality-control issue.
2- Research Objective
This article analyzes how fat addition affects pellet durability from a technical and engineering perspective.
The objectives are:
1- To explain the physical mechanisms by which fat reduces pellet durability.
2- To compare the effect of low, medium, and high fat addition levels.
3- To distinguish mixer-added fat from post-pellet fat application.
4- To provide quantitative reference values for PDI, hardness, fines, conditioning, and process adjustment.
5- To establish practical control strategies for feed mills producing high-energy but durable pellets.
3- Basic Relationship Between Fat Addition and Pellet Durability
3.1- General trend
The general relationship is:
As mixer-added fat increases, pellet mill friction decreases, but pellet durability also tends to decrease.
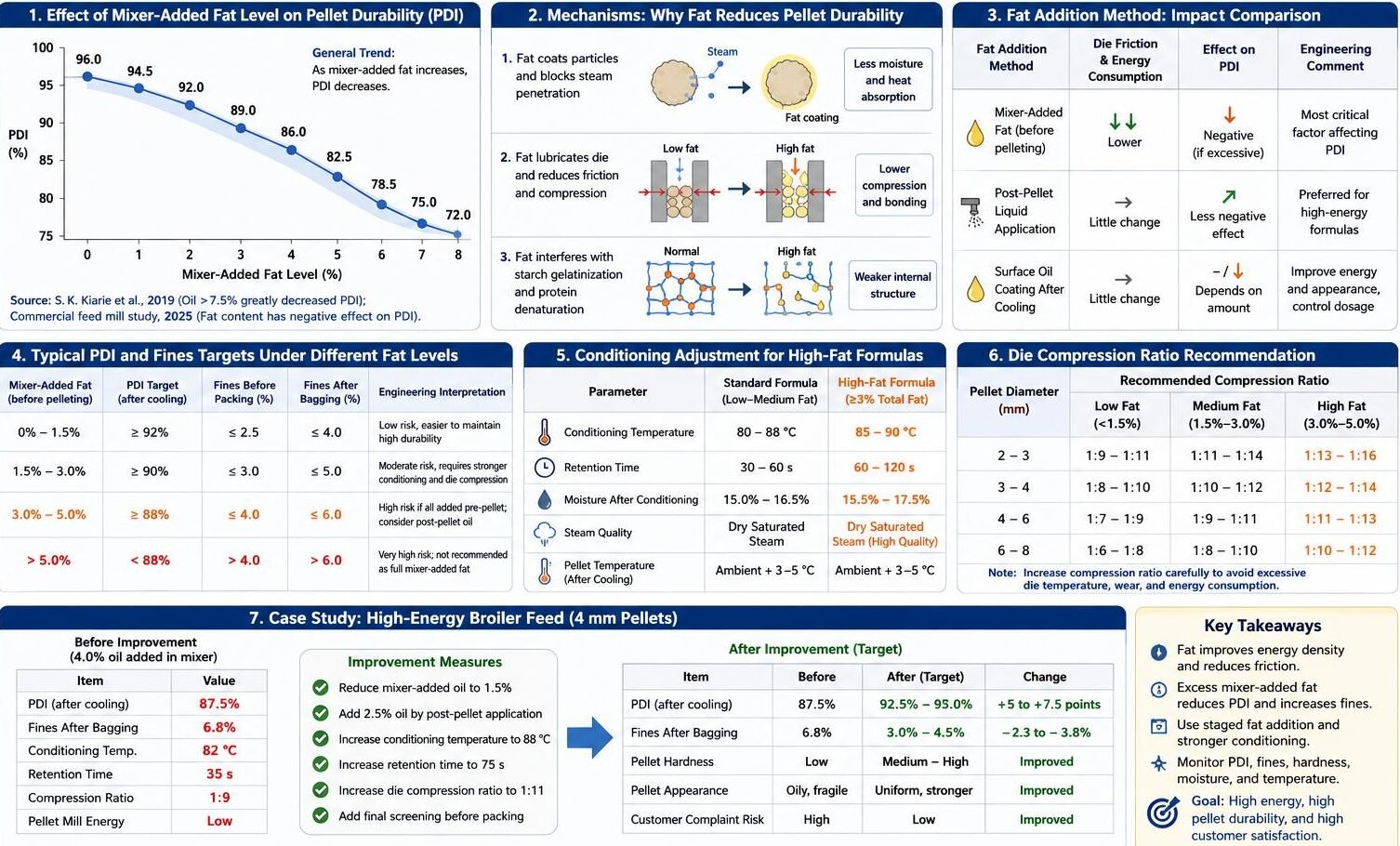
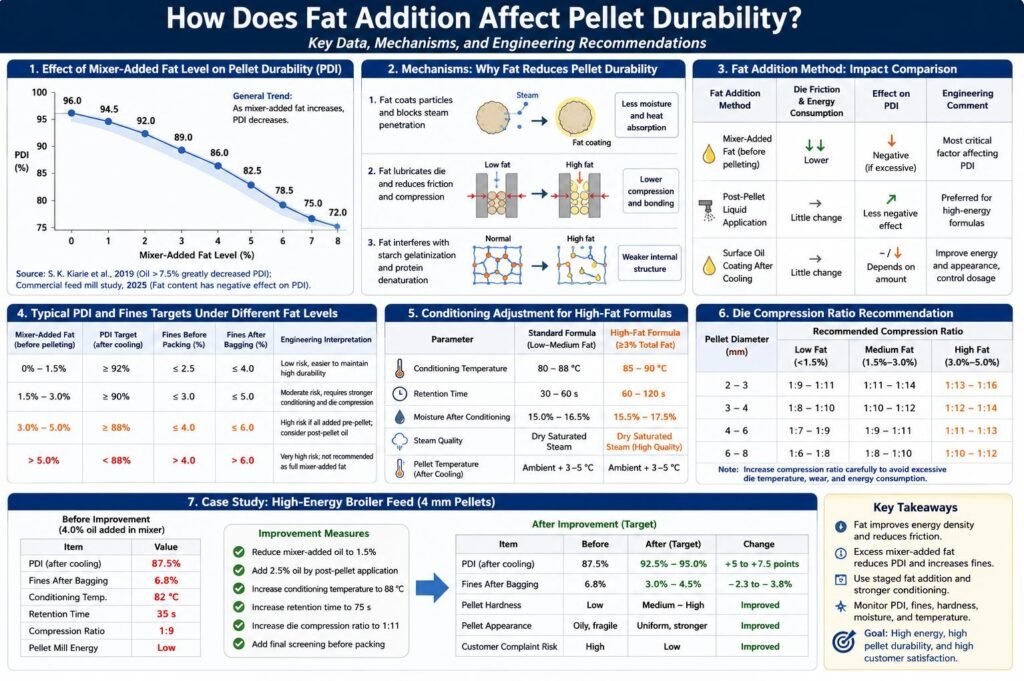
This trend has been repeatedly observed in feed pelleting studies. A study on ingredient and processing effects reported that increasing oil content above 7.5% greatly decreased pellet durability, while increasing protein content improved pellet durability.
Another commercial feed mill modeling study found that fat content had a negative effect on PDI and noted that previous response-surface models estimated fat coefficients ranging from -3.43 to -1.02, indicating a negative relationship between fat and PDI.
3.2- Practical interpretation
Fat affects pellet durability differently depending on where and how it is added.
| Fat addition method | Effect on pellet mill | Effect on pellet durability | Practical comment |
|---|---|---|---|
| Mixer-added oil before pelleting | Reduces die friction and energy use | Usually reduces PDI when excessive | Most critical control point |
| Fat naturally present in ingredients | Depends on ingredient matrix | Variable effect | Oilseed meals, DDGS, bakery meal, and animal by-products behave differently |
| Post-pellet liquid application | Little effect on die compression | Lower negative effect on PDI | Preferred for high-energy formulas |
| Surface oil coating after cooling | Improves appearance and energy density | May increase surface slipperiness if excessive | Requires uniform coating and cooling control |
4- Mechanisms: Why Fat Reduces Pellet Durability
4.1- Fat coats feed particles and blocks steam penetration
During conditioning, steam transfers heat and moisture into feed particles. This softens starch and protein, increases plasticity, and improves binding during die compression.
When fat is added before conditioning and pelleting, oil can form a hydrophobic layer around particles. This coating limits water absorption and reduces heat transfer. The result is weaker starch gelatinization and protein modification.
A commercial feed mill study summarized this mechanism clearly: fat or oil blocks the transfer of moisture from steam into mash ingredients and prevents gelatinization of starch and denaturation of proteins.
4.2- Fat lubricates the die and reduces mechanical compression
Inside the die hole, pellets are formed by pressure, friction, heat, and residence time. A certain level of friction is necessary to compact particles and create strong inter-particle bonding.
Fat acts as a lubricant. Lubrication reduces friction between mash particles, rollers, and die holes. This can reduce pellet mill energy consumption, but it can also reduce the mechanical work needed to produce dense, durable pellets.
Kansas State University research found that fat reduced PDI and also reduced energy consumption. The study reported that higher fat levels led to lower durability, while fat inclusion reduced energy consumption in every comparison.
4.3- Fat reduces pellet density and hardness
Pellet durability is not identical to pellet hardness, but the two are often related. When fat reduces compression and binding, pellets may become softer, less dense, and more vulnerable to abrasion during conveying.
Typical plant-level observation:
| Mixer-added fat level | Expected pellet hardness trend | Expected PDI trend |
|---|---|---|
| 0%–1% | High hardness | High PDI |
| 1%–2% | Slight hardness reduction | Slight to moderate PDI reduction |
| 2%–3% | Clear hardness reduction in many formulas | Moderate PDI reduction |
| 3%–5% | Soft pellets likely without process correction | High PDI loss risk |
| >5% | Very difficult to maintain durability by normal pelleting alone | Severe fines risk |
4.4- Fat weakens the effect of die L:D ratio
Normally, a higher die length-to-diameter ratio increases pellet durability because it increases compression time and friction. However, in high-fat diets, the positive effect of die compression may be reduced because fat lubricates the die channel.
Kansas State University’s review of experimental work noted that die L:D ratio affected pellet durability in low-fat diets, but did not affect pellet durability in high-fat diets in the same way; this suggests that high fat can partially neutralize the benefit of die friction.
5- Quantitative Effect of Fat Level on Pellet Durability
5.1- Reference relationship between fat level and PDI
Actual PDI loss depends on formula, particle size, starch level, protein source, conditioning temperature, retention time, die compression ratio, and cooling. However, the following engineering reference can be used for feed mill diagnosis.
| Mixer-added fat before pelleting | Expected PDI effect | Engineering interpretation |
|---|---|---|
| 0%–0.5% | Minimal negative effect | Suitable for high-durability pellets |
| 0.5%–1.5% | Usually manageable | Common practical range for durable feed pellets |
| 1.5%–3.0% | Noticeable PDI reduction possible | Requires stronger conditioning and die selection |
| 3.0%–4.0% | High risk of durability loss | Consider post-pellet oil application |
| 4.0%–6.0% | Severe risk in many formulas | Use staged fat addition; binder may be needed |
| >6.0% before pelleting | Very high risk | Usually unsuitable for high-PDI products unless special process is used |
The above ranges should be treated as engineering guidance rather than universal constants. For example, a wheat-rich formula with good natural binding may tolerate more fat than a low-starch, high-fiber, high-oil formula.
5.2- High oil threshold
A classic poultry feed study found that increasing oil content above 7.5% greatly decreased pellet durability. It also reported that increasing conditioner residence time produced an average 4.5-point increase in PDI among tested corn-soy and high-oil corn-soy rations.
This finding is important because it shows two things:
1- Excessive oil strongly reduces pellet durability.
2- Longer conditioning can partly compensate for poor durability, but it may not fully eliminate the negative effect of high oil.
5.3- Commercial mill evidence
In a 2025 commercial feed mill study, researchers built PDI prediction models using 2,691 observations and 55 variables from a feed mill producing swine and poultry feeds. The best regression model used 9 variables and achieved similar prediction error on training and testing data, with mean absolute error around 1.93–1.96 PDI points. Fat content was identified as one of the influential variables, and its effect on PDI was negative.
For feed mills, this means fat should be included in routine PDI prediction and quality-risk monitoring, not treated only as a nutrient value in the formula.
6- Fat Type: Liquid Oil vs Solid Fat Powder
Not all fat sources behave the same way. Liquid oils, animal fats, calcium fat powder, and encapsulated fats may differ in melting behavior, particle coating ability, flowability, and interaction with binders.
A broiler feed study evaluated soybean oil and calcium fat powder at 1.5% and 3.0% mixer-added levels, with pellet quality measured by PDI, pellet hardness, and pellet length. The study also tested pellet binders including calcium lignosulfonate and bentonite.
The reported design is useful for engineering interpretation:
| Factor | Experimental level |
|---|---|
| Fat source | Soybean oil and calcium fat powder |
| Mixer-added fat level | 1.5% and 3.0% |
| Pellet binders | Calcium lignosulfonate and bentonite |
| Quality indicators | PDI, pellet hardness, pellet length |
| PDI methods | Pfost tumbling box and Holmen NHP tester |
The same study reported that adding 0.5% calcium lignosulfonate to diets containing 3% soybean oil improved Holmen PDI, pellet hardness, and pellet length compared with other treatments, while 1.5% calcium fat powder with 2% bentonite produced higher PDI and hardness among treatments.
Practical conclusion:
*- Liquid oil often creates stronger particle coating and die lubrication.
*- Fat powder may be easier to handle in some formulas, but its effect depends on carrier, melting behavior, and inclusion rate.
*- Binders may improve durability at moderate fat levels, but they cannot always compensate for excessive fat addition.
7- Interaction Between Fat and Conditioning
7.1- Conditioning temperature
Good conditioning can reduce the negative effect of fat by improving starch gelatinization, protein plasticization, and moisture distribution. However, fat can reduce the efficiency of conditioning by blocking steam penetration.
Recommended conditioning targets for high-fat feed pellets:
| Feed type | Normal conditioning temperature | High-fat formula recommendation |
|---|---|---|
| Broiler feed | 80–88°C | 85–90°C if nutrients allow |
| Pig grower-finisher feed | 78–88°C | 82–90°C |
| Dairy or cattle feed | 70–82°C | 75–85°C |
| Sinking fish feed | 85–95°C | 90–98°C |
| High-fat pet food-style pellets | Process-specific | Often requires extrusion or special conditioning |
7.2- Retention time
Longer retention time allows more uniform heat and moisture penetration. This is especially important when fat is present because oil-coated particles absorb moisture more slowly.
A poultry feed study reported that increasing conditioner residence time resulted in an average 4.5-point increase in PDI among tested corn-soy and high-oil corn-soy rations.
Recommended retention time:
| Formula condition | Recommended retention time |
|---|---|
| Low-fat standard feed | 30–45 seconds |
| Medium-fat feed | 45–75 seconds |
| High-fat feed | 60–120 seconds |
| High-fat aquatic feed | 90–180 seconds, depending on process |
7.3- Moisture addition
Moisture can improve pellet durability by improving particle softening and binding. However, excessive water can act as a lubricant and reduce friction.
Kansas State University research notes that moisture level throughout processing can affect pellet durability and that previous work found 5% mixer-added moisture improved pellet durability in a broiler diet.
For high-fat formulas, moisture control must be precise.
| Parameter | Recommended target |
|---|---|
| Mash moisture before conditioning | 11.5%–13.5% |
| Moisture after conditioning | 15.0%–17.5% for many feed pellets |
| Finished pellet moisture after cooling | 11.5%–13.5% |
| Batch-to-batch moisture deviation | ≤ ±0.5% |
8- Interaction Between Fat and Die Compression Ratio
Fat reduces friction. Therefore, high-fat formulas often require a higher die compression ratio than low-fat formulas.
8.1- Practical die compression reference
| Pellet type | Low-fat formula | Medium-fat formula | High-fat formula |
|---|---|---|---|
| Poultry feed, 3–4 mm | 1:8 to 1:10 | 1:10 to 1:12 | 1:12 to 1:14 |
| Pig feed, 3–5 mm | 1:8 to 1:11 | 1:10 to 1:13 | 1:12 to 1:15 |
| Cattle feed, 5–8 mm | 1:6 to 1:8 | 1:8 to 1:10 | 1:10 to 1:12 |
| Sinking fish feed, 2–5 mm | 1:12 to 1:15 | 1:14 to 1:18 | 1:16 to 1:20 |
8.2- Engineering limitation
Increasing compression ratio can improve durability, but it also increases:
*- Pellet mill load
*- Die temperature
*- Risk of die blockage
*- Roller and die wear
*- Specific energy consumption
*- Production instability
Therefore, die compression should not be the only solution. For high-fat formulas, a combined strategy is better:
1- Reduce mixer-added fat.
2- Improve conditioning.
3- Increase die compression moderately.
4- Use binders when needed.
5- Apply remaining fat after pelleting.
9- Mixer-Added Fat vs Post-Pellet Fat Application
9.1- Mixer-added fat
Mixer-added fat enters the pellet mill with the mash. It directly affects conditioning, die friction, compression, pellet density, and PDI.
Advantages:
*- Simple process
*- Good formula uniformity
*- Reduces dust in mash
*- Reduces pellet mill energy consumption
*- Improves material flow
Disadvantages:
*- Reduces steam penetration
*- Reduces die friction
*- Lowers PDI when excessive
*- Can increase fines during conveying
*- May require higher compression ratio
9.2- Post-pellet liquid application
Post-pellet liquid application applies oil after pellet formation, usually after cooling or before final screening/packing.
Advantages:
*- Allows higher total dietary fat without damaging pellet formation
*- Maintains stronger die compression during pelleting
*- Reduces negative effect on PDI
*- Suitable for high-energy broiler, pig, aquafeed, and pet-food formulas
Disadvantages:
*- Requires accurate dosing and spraying system
*- Requires good coating uniformity
*- Excess surface oil may reduce flowability
*- Poor absorption may cause oily bags or caking
*- Requires enough residence time after spraying
9.3- Recommended staged fat strategy
| Total required fat addition | Suggested strategy |
|---|---|
| ≤ 1.5% | Add in mixer if PDI is acceptable |
| 1.5%–3.0% | Add 1.0%–1.5% in mixer; apply remainder post-pellet |
| 3.0%–5.0% | Keep mixer-added oil ≤ 1.5%–2.0%; use post-pellet application |
| >5.0% | Use advanced coating, vacuum coating, extrusion, or formula redesign |
10- Effect on Production Efficiency and Energy Consumption
Fat is not entirely negative. It can improve pellet mill operation by reducing friction.
Kansas State University research found that fat inclusion reduced energy consumption in every comparison, with higher fat levels producing lower energy use. The same study also found that fat had a large effect on PDI, second only to conditioning temperature among the evaluated factors.
This creates a technical trade-off:
| Fat addition effect | Positive side | Negative side |
|---|---|---|
| Die lubrication | Lower motor load | Lower compression |
| Reduced friction | Lower energy consumption | Lower pellet density |
| Improved mash flow | Higher throughput potential | Lower PDI |
| Higher energy diet | Better nutrition density | More difficult pellet quality control |
Practical trade-off example
| Mixer-added fat | Pellet mill energy | Expected PDI | Production interpretation |
|---|---|---|---|
| 0.5% | Higher energy use | Higher PDI | Good durability, higher friction |
| 1.5% | Moderate energy use | Acceptable PDI | Balanced setting |
| 3.0% | Lower energy use | PDI risk | Requires process correction |
| 5.0% | Much lower friction | High fines risk | Prefer post-pellet oil application |
11- Application Data Model for Feed Mills
The following table provides a practical model for feed mill process decisions.
| Formula condition | Mixer-added fat | Expected PDI risk | Required process response |
|---|---|---|---|
| Standard poultry feed | 0.5%–1.5% | Low to medium | Normal conditioning, standard die |
| High-energy broiler feed | 2.0%–3.0% | Medium to high | Higher temperature, longer retention, stronger die |
| Pig grower-finisher with DDGS | 2.0%–4.0% | High | Reduce mixer oil, use post-pellet fat, consider binder |
| Aquafeed with high oil demand | 3.0%–8.0% total fat addition | Very high if all added before pelleting | Use extrusion or post-pellet coating |
| Ruminant pellet with fat powder | 1.5%–3.0% | Medium | Evaluate fat powder type and binder response |
12- Recommended PDI and Fines Targets Under Different Fat Levels
| Feed category | Mixer-added fat level | Recommended PDI target | Finished fines target |
|---|---|---|---|
| Standard broiler feed | 0.5%–1.5% | ≥ 92% | ≤ 3%–5% after bagging |
| Premium broiler feed | 0.5%–1.5% | ≥ 95% | ≤ 3% after bagging |
| High-energy broiler feed | 1.5%–3.0% | ≥ 90%–93% | ≤ 4%–6% |
| Pig feed | 1.0%–2.5% | ≥ 92% | ≤ 3%–5% |
| High-fat pig feed | 2.5%–4.0% | ≥ 88%–92% unless post-coating is used | ≤ 5%–7% |
| Sinking fish feed | 1.0%–3.0% before pelleting | ≥ 95% | ≤ 3%–4% |
| High-oil aquafeed | Use post-pellet oil | ≥ 95% preferred | ≤ 3%–4% |
13- Corrective Measures When Fat Reduces Pellet Durability
13.1- Reduce mixer-added oil
The most direct solution is to reduce the amount of fat added before pelleting.
Recommended approach:
*- Keep mixer-added oil at 0.5%–1.5% for high-durability feed.
*- Avoid adding more than 2.0%–3.0% oil in the mixer unless the process is specifically designed for it.
*- Move excess fat to post-pellet spraying or coating.
13.2- Improve conditioning
For high-fat formulas:
*- Increase conditioning temperature within nutrient safety limits.
*- Increase retention time.
*- Improve steam quality.
*- Control mash moisture.
*- Ensure uniform steam distribution.
Recommended high-fat conditioning target:
| Parameter | Target |
|---|---|
| Conditioning temperature | 82–90°C for many poultry/pig feeds |
| Retention time | 60–120 seconds |
| Moisture after conditioning | 15.5%–17.5% |
| Steam quality | Dry saturated steam preferred |
| Finished pellet temperature after cooling | Ambient + 3–5°C |
13.3- Adjust die compression ratio
If fat level cannot be reduced, increase compression ratio moderately.
Example:
| Pellet diameter | Standard formula | High-fat formula |
|---|---|---|
| 3 mm | 1:9–1:11 | 1:11–1:14 |
| 4 mm | 1:8–1:10 | 1:10–1:13 |
| 5 mm | 1:7–1:9 | 1:9–1:12 |
13.4- Use pellet binders
Binders can improve PDI when formula fat is high, but effectiveness depends on binder type, dose, and formula composition.
Common binder options:
| Binder type | Typical inclusion | Function |
|---|---|---|
| Lignosulfonate | 0.3%–0.8% | Adhesion and binding |
| Bentonite | 0.5%–2.0% | Water absorption and particle binding |
| Starch-based binder | 0.5%–3.0% | Gelatinization and structure formation |
| Hemicellulose binder | 0.3%–1.0% | Fiber-based binding |
| Specialty binder | Supplier-specific | Combined binding and moisture control |
A high-fat swine diet study reported that adding binders improved PDI by 7.4% to 10.7%, and 0.6% lignosulfonate increased PDI by 10.7% compared with the control diet.
13.5- Improve grinding and particle size
Fine grinding increases surface area and can improve binding, but excessive fine grinding may increase energy consumption and reduce gut development benefits in some animal species.
Recommended particle size reference:
| Feed type | Suggested geometric mean particle size |
|---|---|
| Broiler feed | 600–900 µm |
| Pig feed | 500–700 µm |
| Cattle feed | 700–1,200 µm |
| Aquafeed | 250–500 µm |
| High-fat feed requiring high PDI | Prefer finer end of normal range |
13.6- Apply oil after cooling
For formulas requiring high total fat, post-pellet oil application is usually the most effective solution.
Recommended process sequence:
1- Mix base formula with limited oil.
2- Condition and pellet with enough friction and compression.
3- Cool pellets to ambient + 3–5°C.
4- Screen fines.
5- Apply remaining oil uniformly.
6- Allow absorption time before packing.
14- Case Study: High-Energy Broiler Feed Formula
14.1- Original formula and process
A broiler feed mill produces 4 mm pellets. The formula requires high energy, so 4.0% soybean oil is added in the mixer.
Measured production data:
| Item | Value |
|---|---|
| Mixer-added soybean oil | 4.0% |
| Conditioning temperature | 82°C |
| Retention time | 35 seconds |
| Die compression ratio | 1:9 |
| PDI after cooling | 87.5% |
| Fines before packing | 4.2% |
| Fines after bagging | 6.8% |
| Pellet mill energy consumption | Low |
| Customer complaint | Excess powder in bags |
14.2- Diagnosis
The main problem is excessive pre-pellet oil. The oil improves lubrication and reduces pellet mill load, but it weakens pellet bonding. Conditioning time is also too short for a high-fat formula.
14.3- Improvement plan
| Control item | Before | After adjustment |
|---|---|---|
| Mixer-added oil | 4.0% | 1.5% |
| Post-pellet oil | 0% | 2.5% |
| Conditioning temperature | 82°C | 88°C |
| Retention time | 35 s | 75 s |
| Die compression ratio | 1:9 | 1:11 |
| Final screening | No | Yes |
14.4- Expected result
| Quality indicator | Before | Expected after improvement |
|---|---|---|
| PDI after cooling | 87.5% | 92.5%–95.0% |
| Fines before packing | 4.2% | 2.0%–3.0% |
| Fines after bagging | 6.8% | 3.0%–4.5% |
| Pellet hardness | Low | Medium to high |
| Pellet appearance | Oily and fragile | Uniform and stronger |
| Energy consumption | Low | Moderate |
| Customer complaint risk | High | Low |
14.5- Engineering interpretation
This case shows that the goal is not to remove fat from the formula. The correct strategy is to change the location of fat addition. By shifting part of the oil from mixer addition to post-pellet coating, the feed mill can maintain energy density while improving pellet durability.
15- Recommended Control Framework
15.1- Formula design
| Control point | Recommendation |
|---|---|
| Mixer-added oil | Keep as low as possible when high PDI is required |
| Total fat requirement | Use post-pellet application for the excess portion |
| Protein and starch | Maintain enough natural binding materials |
| High-fiber ingredients | Evaluate their interaction with fat and die compression |
| Liquid ingredients | Avoid excessive total liquid load in the mixer |
15.2- Processing control
| Control point | Recommendation |
|---|---|
| Conditioning temperature | Increase within nutrient safety range |
| Retention time | Extend for high-fat formulas |
| Die compression ratio | Increase moderately when required |
| Pellet mill feed rate | Avoid excessive throughput that reduces residence time |
| Cooling | Avoid over-drying or insufficient cooling |
| Screening | Use final screening before packing |
15.3- Quality control
| Indicator | Recommended monitoring frequency |
|---|---|
| PDI | Each formula or each production shift |
| Pellet hardness | Formula change or complaint investigation |
| Fines after cooling | Each production batch |
| Fines after bagging | At least each shift |
| Moisture | Before and after pelleting |
| Pellet temperature | Cooler outlet and before packing |
| Oil coating uniformity | After post-pellet application |
16- Engineering Recommendations by Fat Level
Low fat addition: 0%–1.5%
This level is usually suitable for high-durability pellets.
Recommended control:
*- Standard conditioning is usually sufficient.
*- Normal die compression ratio can be used.
*- PDI above 92% is normally achievable in well-designed formulas.
*- Focus on moisture, particle size, and cooling.
Medium fat addition: 1.5%–3.0%
This level requires closer control.
Recommended control:
*- Increase retention time.
*- Improve steam quality.
*- Consider slightly higher die compression ratio.
*- Monitor PDI after every formula change.
*- Consider moving 0.5%–1.5% oil to post-pellet application if PDI drops.
High fat addition: 3.0%–5.0%
This level is high-risk if all fat is added before pelleting.
Recommended control:
*- Limit mixer-added oil to 1.5%–2.0%.
*- Add remaining oil after pelleting.
*- Use stronger conditioning.
*- Consider binders.
*- Increase compression ratio carefully.
*- Closely monitor fines after conveying and bagging.
Very high fat addition: above 5.0%
This level is not recommended as full mixer-added fat for conventional pelleting.
Recommended control:
*- Use post-pellet coating or vacuum coating.
*- Consider extrusion for high-oil aquafeed or pet food.
*- Avoid relying only on binders.
*- Test oil absorption, bag oil leakage, and storage stability.
17- Conclusion
Fat addition has a strong and usually negative effect on pellet durability when fat is added before pelleting. The main reason is that fat coats feed particles, limits steam penetration, reduces die friction, weakens starch and protein binding, and lowers pellet density. At the same time, fat can improve production efficiency by reducing pellet mill energy consumption. Therefore, fat creates a trade-off between nutritional energy density, manufacturing efficiency, and physical pellet quality.
Research evidence shows that fat content is a significant predictor of PDI in commercial feed manufacturing, and high oil levels can greatly reduce pellet durability. In one study, oil content above 7.5% greatly decreased pellet durability, while increased conditioner residence time improved PDI by an average of 4.5 points. Commercial mill data also confirm that fat content has a negative influence on PDI and should be considered together with manufacturing and environmental variables.
For feed mills, the most practical recommendation is:
1- Avoid excessive mixer-added fat when high pellet durability is required.
2- Keep mixer-added oil around 0.5%–1.5% for premium durable pellets where possible.
3- When total fat must exceed 2%–3%, shift part of the oil to post-pellet application.
4- Improve conditioning temperature, retention time, steam quality, and moisture control.
5- Use appropriate die compression ratio and consider binders for difficult high-fat formulas.
6- Monitor PDI, fines, hardness, moisture, and pellet temperature as routine quality-control indicators.
In practical production, the best solution is not simply “less fat,” but “better fat distribution.” By separating nutritional fat demand from pellet-forming requirements, feed mills can produce high-energy feed while maintaining acceptable pellet durability, low fines, stable bag quality, and better customer acceptance.