Pellet breakage is one of the most common quality problems in feed pellet plants, biomass pellet plants, wood pellet plants, and other industrial pellet production systems. Even if pellets are well formed at the pellet mill outlet, they may become cracked, broken, dusty, or inconsistent after cooling, conveying, storage, bagging, and palletizing.
For pellet manufacturers, reducing breakage is not only about improving appearance. It directly affects product quality, dust control, bagging accuracy, customer satisfaction, feed intake consistency, and final market value.
This article explains the causes of pellet breakage during conveying and packaging and provides practical, data-based engineering solutions for pellet plant operators and technical personnel.
1- Why Pellet Breakage Happens After Pelleting
Pellets are exposed to many mechanical forces after they leave the pellet mill. These forces include impact, friction, compression, vibration, and repeated collision.
In a typical pellet production line, finished pellets may pass through:
*- Cooler discharge system
*- Rotary screener or vibrating screen
*- Bucket elevator
*- Belt conveyor, drag conveyor, screw conveyor, or pneumatic conveying system
*- Finished product bin
*- Packing scale
*- Bagging machine
*- Sewing or sealing conveyor
*- Palletizing system
Each handling point can increase fines. In many plants, the total breakage after packaging is not caused by one machine, but by the accumulated damage from several transfer points.
A simple way to understand this is:
Total fines after packaging = fines after cooling + conveying damage + storage bin damage + packaging damage
If the pellet cooler discharge already contains 1.5% fines, and the conveying and packaging system adds another 3.0%, the final bag may contain 4.5% fines. This may already be unacceptable for many customers.
2- Main Causes of Pellet Breakage
2.1- Weak pellet strength
If the pellet itself is not strong enough, it will break easily during conveying and packaging. Weak pellets are usually caused by:
*- Poor conditioning
*- Insufficient steam quality
*- Low conditioning temperature
*- Short retention time
*- Improper die compression ratio
*- Incorrect material moisture
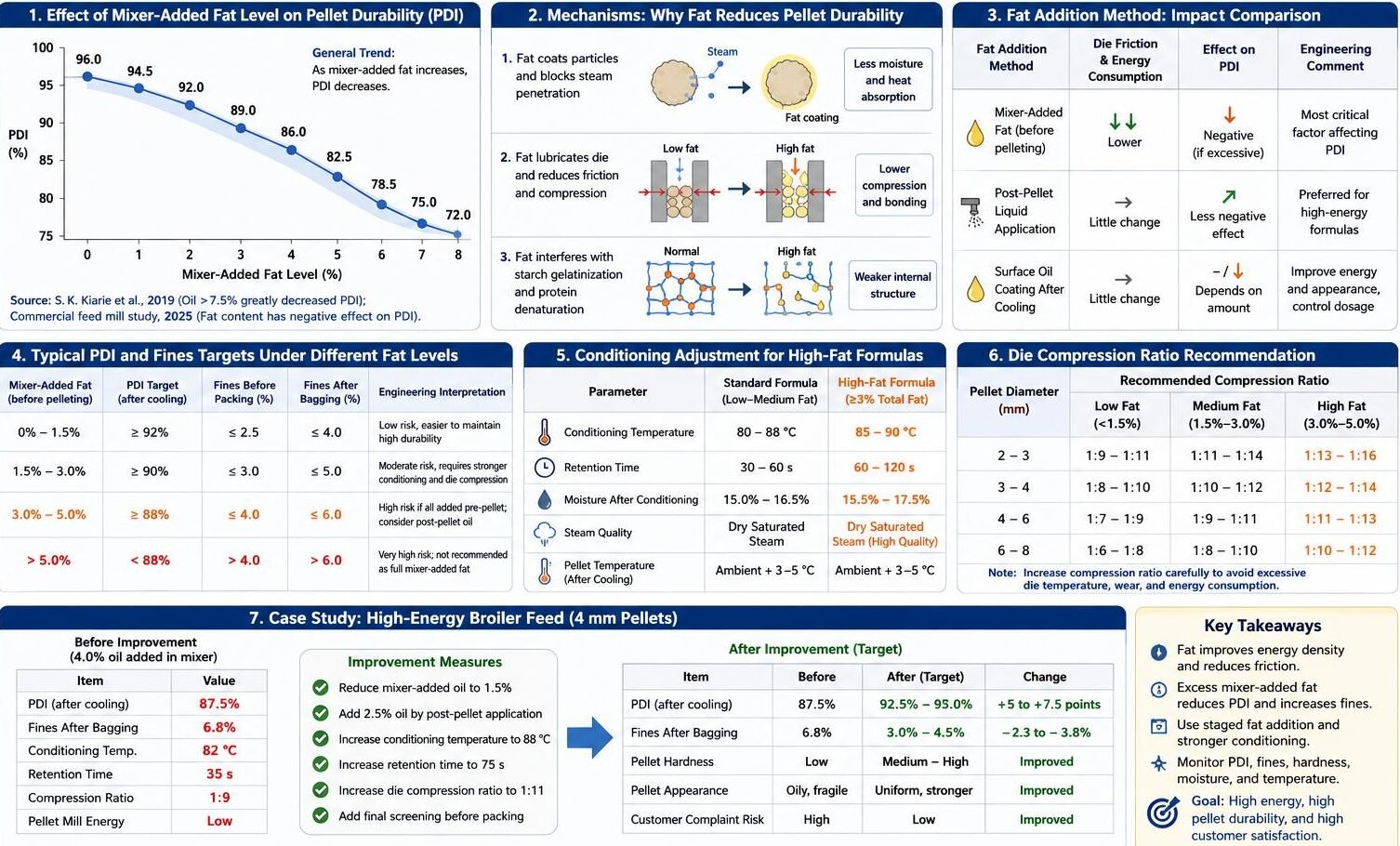
*- Excessive fat or oil addition before pelleting
*- Poor starch gelatinization
*- Improper cooling
*- Very long or irregular pellet length
For many feed pellets, the Pellet Durability Index, or PDI, should normally be above 92%. For premium feed pellets, a PDI above 95% is preferred. For high-quality biomass or wood pellets, mechanical durability is often expected to be above 97.5%.
Recommended PDI reference:
| PDI Value | Pellet Quality Level | Breakage Risk |
|---|---|---|
| Below 88% | Poor durability | High |
| 88%–92% | Marginal durability | Medium to high |
| 92%–95% | Acceptable for many feed pellets | Medium |
| 95%–97% | Good durability | Low |
| Above 97% | Excellent durability | Very low |
If PDI is too low at the cooler discharge, changing the conveyor alone will not solve the problem. The pelletizing process must be optimized first.
2.2- Excessive drop height
Drop height is one of the most important causes of pellet breakage. When pellets fall from a high position, they hit metal surfaces, other pellets, or the bottom of bins with higher impact energy.
The impact energy follows a simple relationship:
Impact energy = pellet mass × gravity × drop height
This means that when the drop height doubles, the impact energy also doubles.
For example, if one pellet falls from different heights:
| Drop Height | Relative Impact Energy |
|---|---|
| 0.3 m | 1.0 |
| 0.6 m | 2.0 |
| 1.0 m | 3.3 |
| 1.5 m | 5.0 |
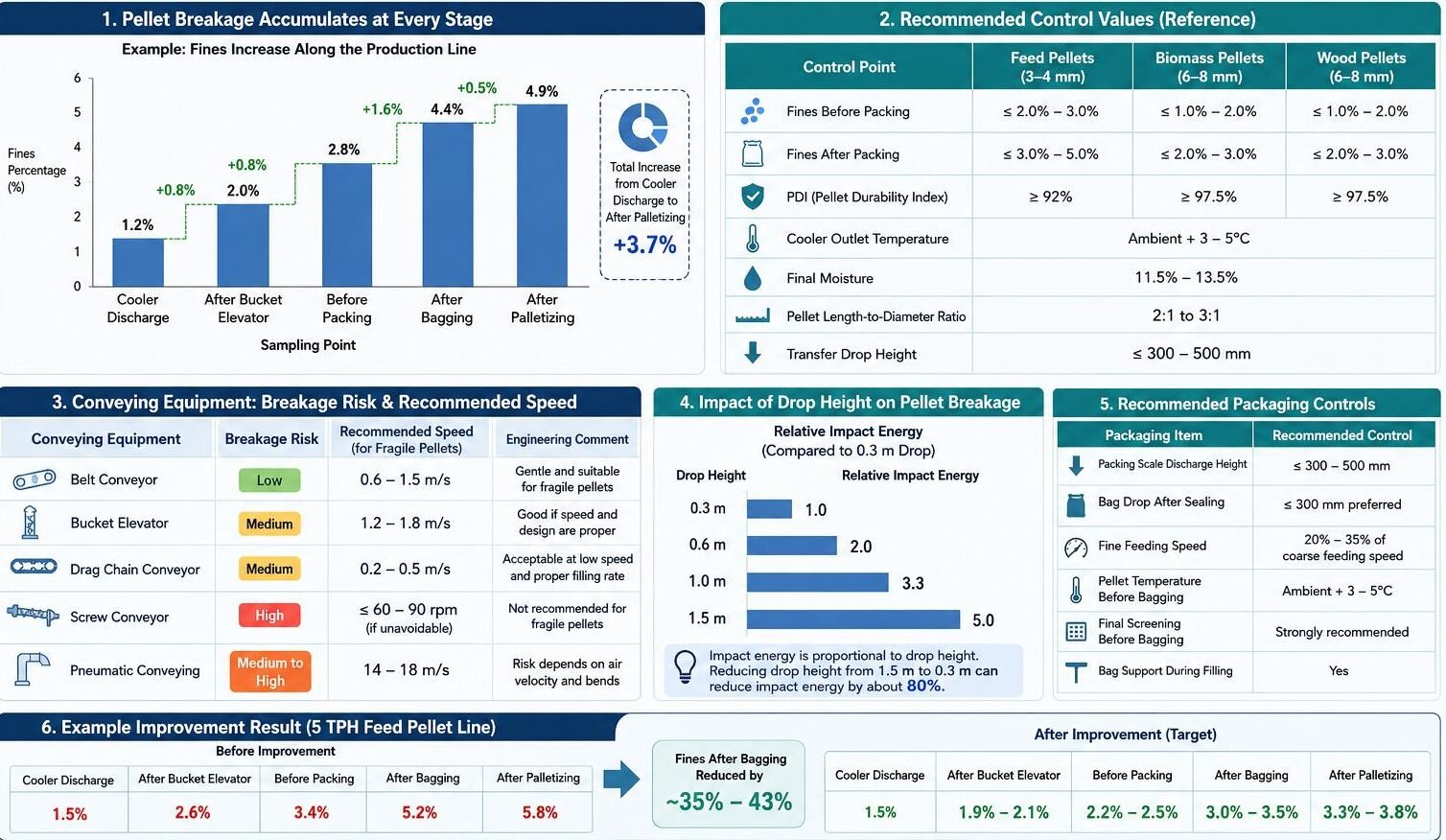
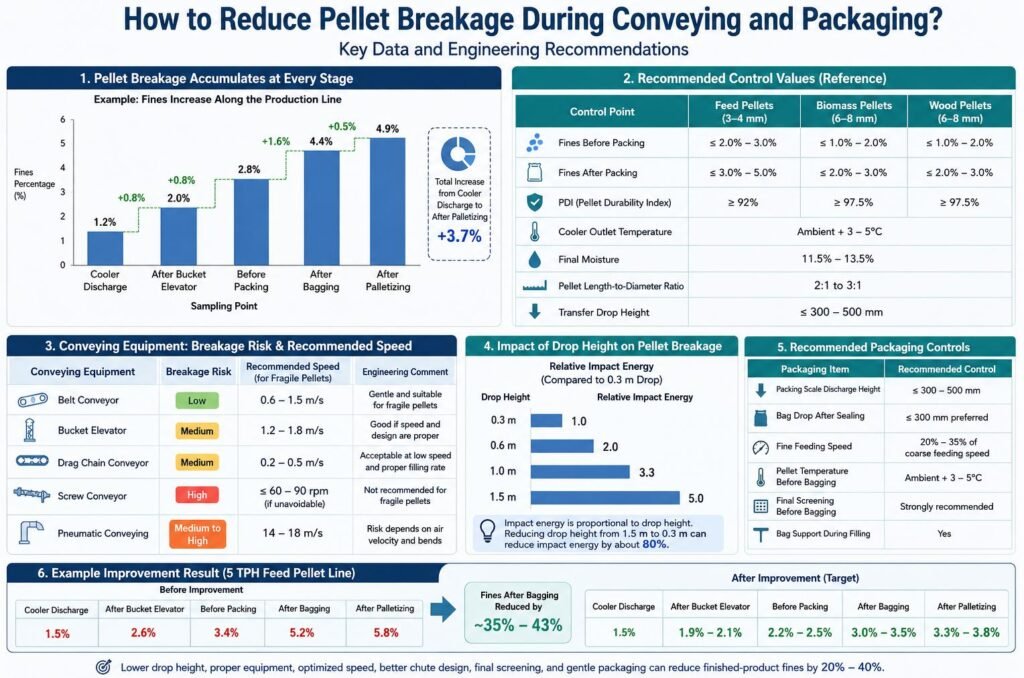
A pellet falling from 1.5 m receives about 5 times the impact energy of a pellet falling from 0.3 m. Therefore, reducing drop height is one of the fastest ways to reduce pellet breakage.
Recommended drop height limits:
| Pellet Type | Preferred Drop Height | Maximum Suggested Drop Height |
|---|---|---|
| 2 mm aquatic feed pellets | ≤ 200 mm | 300 mm |
| 3–4 mm poultry or pig feed pellets | ≤ 300 mm | 500 mm |
| 5–8 mm livestock feed pellets | ≤ 400 mm | 600 mm |
| 6–8 mm biomass or wood pellets | ≤ 300–500 mm | 700 mm |
2.3- Poor conveying equipment selection
Different conveying systems have different effects on pellet integrity.
In general:
| Conveying Equipment | Breakage Risk | Engineering Comment |
|---|---|---|
| Belt conveyor | Low | Gentle and suitable for fragile finished pellets |
| Bucket elevator | Medium | Good if speed, feeding, and discharge are properly designed |
| Drag chain conveyor | Medium | Acceptable at low speed and proper filling rate |
| Screw conveyor | High | Not recommended for fragile finished pellets |
| Pneumatic conveying | Medium to high | Risk depends heavily on air velocity and bend design |
For finished pellets, especially feed pellets that require good appearance and low fines, belt conveyors and well-designed bucket elevators are usually preferred. Screw conveyors should be avoided where possible because they create continuous shear, compression, and abrasion.
2.4- High conveying speed
Higher conveying speed usually means higher collision force. This is especially important for bucket elevators, drag conveyors, and pneumatic conveying systems.
Recommended conveying speed reference:
| Equipment | Recommended Speed for Fragile Pellets |
|---|---|
| Belt conveyor | 0.6–1.5 m/s |
| Bucket elevator | 1.2–1.8 m/s |
| Drag chain conveyor | 0.2–0.5 m/s |
| Screw conveyor | ≤ 60–90 rpm if unavoidable |
| Pneumatic conveying | 14–18 m/s for fragile feed pellets |
Running conveyors at excessive speed may increase capacity temporarily, but it often increases fines, dust, and customer complaints.
2.5- Sharp bends and direct impact points
Pellets are easily damaged when they hit hard steel surfaces at high speed. Common impact points include:
*- Bucket elevator head discharge
*- Pneumatic conveying elbows
*- Bin inlet points
*- Transfer chutes
*- Packing scale hopper discharge
*- Bag filling tube
*- Conveyor-to-conveyor transfer points
For pneumatic conveying systems, bend design is especially important. A short-radius elbow may cause strong pellet-wall collision. A large-radius bend reduces impact intensity and helps maintain pellet integrity.
Recommended pneumatic conveying design:
| Parameter | High-Risk Design | Better Design |
|---|---|---|
| Air velocity for fragile feed pellets | > 22–25 m/s | 14–18 m/s |
| Bend radius ratio | < 3D | ≥ 6D, preferably 8D–10D |
| Number of 90° bends | More than 4 | ≤ 2–3 |
| Pipeline layout | Many short bends | Long straight sections and gradual bends |
2.6- Improper packaging and bag handling
Packaging can generate a surprisingly high percentage of fines. In some plants, pellets are acceptable before packing but show excessive fines after bagging and palletizing.
Common packaging-stage problems include:
*- Excessive drop height from packing scale to bag
*- Bag not supported during filling
*- Fast hopper discharge
*- Pellets hitting the bottom of the bag directly
*- Bags falling from a high sealing conveyor
*- Manual throwing during stacking
*- Excessive compression during palletizing
*- Pellets packed before they are fully cooled
Recommended bagging control values:
| Packaging Item | Recommended Control |
|---|---|
| Packing scale discharge height | ≤ 300–500 mm |
| Bag drop after sealing | ≤ 300 mm preferred |
| Fine feeding speed | 20%–35% of coarse feeding speed |
| Final screening before bagging | Strongly recommended |
| Pellet temperature before bagging | Ambient temperature + 3–5°C |
3- How to Measure Pellet Breakage Correctly
Before modifying equipment, the plant should first identify where the breakage occurs. The most practical method is to measure fines at different points in the production line.
Recommended sampling points:
*- Cooler discharge
*- After first bucket elevator
*- After main conveying system
*- Before finished product bin
*- Before packing scale
*- After bagging
*- After palletizing
Example test result:
| Sampling Point | Fines Percentage | Increase |
|---|---|---|
| Cooler discharge | 1.2% | Baseline |
| After bucket elevator | 2.0% | +0.8% |
| Before packing | 2.8% | +0.8% |
| After bagging | 4.4% | +1.6% |
| After palletizing | 4.9% | +0.5% |
From this data, the biggest damage occurs during bagging. The priority should be to reduce packing scale discharge height, support the bag during filling, reduce bag drop, and improve final screening before packing.
A useful engineering rule is:
If one section increases fines by more than 1.0 percentage point, that section should be treated as a priority problem area.
4- Recommended Finished Pellet Quality Targets
Different products have different quality requirements, but the following values can be used as practical engineering references.
| Product Type | Fines Before Packing | Fines After Packing | Recommended PDI |
|---|---|---|---|
| Poultry feed pellets | ≤ 2.0%–3.0% | ≤ 3.0%–5.0% | ≥ 92% |
| Pig feed pellets | ≤ 2.0%–3.0% | ≤ 3.0%–5.0% | ≥ 92%–95% |
| Cattle feed pellets | ≤ 3.0% | ≤ 4.0%–6.0% | ≥ 90%–93% |
| Aquatic feed pellets | ≤ 1.5%–2.5% | ≤ 3.0%–4.0% | ≥ 95% |
| Biomass pellets | ≤ 1.0%–2.0% | ≤ 2.0%–3.0% | ≥ 97.5% preferred |
| Wood pellets | ≤ 1.0%–2.0% | ≤ 2.0%–3.0% | ≥ 97.5% preferred |
For export products or premium bagged products, stricter standards may be required.
5- Engineering Solutions to Reduce Pellet Breakage
5.1- Improve pellet strength before conveying
The first step is to make sure pellets are strong enough before entering the conveying system.
Recommended process controls:
| Parameter | Recommended Range |
|---|---|
| Conditioning temperature for poultry feed | 80–88°C |
| Conditioning temperature for pig feed | 78–88°C |
| Conditioning temperature for cattle feed | 70–82°C |
| Conditioning temperature for sinking fish feed | 85–95°C |
| Final feed pellet moisture | 11.5%–13.5% |
| Cooler outlet temperature | Ambient temperature + 3–5°C |
| Pellet length-to-diameter ratio | 2:1 to 3:1 |
| Moisture deviation between batches | ≤ ±0.5% |
Key measures:
*- Improve steam quality and conditioning uniformity.
*- Select the correct die compression ratio.
*- Avoid excessive oil addition before pelleting.
*- Control pellet length.
*- Ensure pellets are fully cooled before storage and packaging.
5.2- Reduce transfer drop height
This is often the most cost-effective improvement.
Practical methods include:
*- Lower the discharge height between conveyors.
*- Add curved chutes instead of vertical free-fall pipes.
*- Use adjustable telescopic chutes at bin inlets.
*- Extend the bag filling tube into the bag.
*- Add soft landing plates or material-on-material impact zones.
*- Avoid direct pellet impact against steel bin walls.
In many retrofit projects, reducing drop height from 1.0–1.2 m to 0.3–0.5 m can significantly reduce fines generation.
5.3- Optimize bucket elevator design
Bucket elevators are widely used in pellet plants, but poor design can cause serious breakage.
Recommended improvements:
*- Keep elevator belt speed around 1.2–1.8 m/s for fragile feed pellets.
*- Avoid overfeeding the elevator boot.
*- Use smooth and controlled inlet feeding.
*- Install polymer or rubber lining at impact zones.
*- Adjust the head discharge angle to avoid direct collision.
*- Avoid pellets falling back into the elevator boot.
*- Maintain proper belt or chain tension.
Recommended bucket elevator parameters:
| Parameter | Suggested Value |
|---|---|
| Belt speed for feed pellets | 1.2–1.8 m/s |
| Belt speed for biomass pellets | 1.0–1.6 m/s |
| Boot inlet drop height | ≤ 300 mm preferred |
| Head discharge chute angle | 45–60° |
| Elevator filling rate | 60%–80% of rated capacity |
5.4- Use gentle conveying equipment
For finished pellets, equipment selection should prioritize low impact and low shear.
Preferred options:
*- Belt conveyor for fragile pellets and long horizontal conveying.
*- Low-speed drag chain conveyor for compact plant layouts.
*- Properly designed bucket elevator for vertical lifting.
*- Low-velocity pneumatic conveying only when necessary.
Equipment to avoid or limit:
*- Long screw conveyors for finished pellets.
*- High-speed drag conveyors.
*- High-velocity pneumatic conveying.
*- Short-radius pneumatic elbows.
*- Long vertical free-fall chutes.
5.5- Improve chute and transfer point design
A good chute should guide pellets smoothly, not allow them to fall freely or hit hard surfaces.
Recommended chute design:
| Design Item | Recommendation |
|---|---|
| Chute angle for feed pellets | 45–55° |
| Chute angle for biomass pellets | 50–60° |
| Impact surface | Use rubber, UHMWPE, or polymer lining |
| Flow direction | Avoid sudden 90° direction changes |
| Cross-section | Avoid sudden expansion or contraction |
| Bin inlet | Avoid direct wall impact |
Useful design methods:
*- Use curved chutes.
*- Use long-radius transitions.
*- Use replaceable liners.
*- Use dead-box or rock-box design where suitable.
*- Let pellets impact other pellets instead of steel surfaces.
5.6- Control pneumatic conveying carefully
Pneumatic conveying can be convenient, but it can also create high breakage if designed incorrectly.
To reduce pellet damage:
*- Use the lowest stable conveying velocity.
*- Avoid excessive air velocity.
*- Use large-radius bends.
*- Reduce the number of elbows.
*- Avoid sudden pipeline direction changes.
*- Use dense-phase or low-velocity systems where possible.
*- Avoid pneumatic conveying for very fragile finished feed pellets if other options are available.
Recommended pneumatic conveying values:
| Parameter | Recommended Value |
|---|---|
| Air velocity for fragile feed pellets | 14–18 m/s |
| Air velocity for durable biomass pellets | 18–24 m/s |
| Bend radius | ≥ 6D, preferably 8D–10D |
| Number of 90° bends | ≤ 2–3 |
| Velocity margin above saltation point | 15%–25% |
5.7- Add final screening before packaging
Even with good conveying design, some fines are unavoidable. A final screen before the packing scale can remove fines before bagging.
Benefits of final screening:
*- Improves bagged product appearance.
*- Reduces dust in bags.
*- Improves customer acceptance.
*- Prevents accumulated fines from entering the final product.
*- Helps stabilize product quality between batches.
Recommended screen position:
After finished product bin and before packing scale.
For premium pellets, final screening before packaging should be considered a standard configuration.
5.8- Reduce packaging damage
Packaging should be treated as part of the pellet quality control system, not only as a weighing and bagging process.
Recommended actions:
*- Reduce packing scale discharge height to 300–500 mm.
*- Extend the filling tube into the bag.
*- Support the bag during filling.
*- Use two-stage feeding: fast feeding and gentle fine feeding.
*- Reduce bag drop height after sealing.
*- Use belt conveyors instead of allowing bags to fall freely.
*- Avoid manual throwing during stacking.
*- Control palletizing pressure and wrapping tension.
Recommended bag drop height:
| Bag Weight | Preferred Drop Height | Maximum Suggested Drop Height |
|---|---|---|
| 5–10 kg | ≤ 200 mm | 300 mm |
| 20–25 kg | ≤ 250 mm | 400 mm |
| 40–50 kg | ≤ 300 mm | 500 mm |
6- Example: Reducing Fines in a 5 TPH Feed Pellet Line
A 5 TPH poultry feed pellet production line produces 4 mm pellets. The customer reports too much powder in 25 kg bags.
Original test data
| Sampling Point | Fines Percentage |
|---|---|
| Cooler discharge | 1.5% |
| After bucket elevator | 2.6% |
| Before packing | 3.4% |
| After bagging | 5.2% |
| After palletizing | 5.8% |
Problems found
*- Bucket elevator speed was 2.3 m/s, which was too high for fragile pellets.
*- Elevator head discharge caused direct steel impact.
*- Finished product bin inlet drop height was 1.2 m.
*- Packing scale discharge height was 750 mm.
*- Bag drop after sealing was 600 mm.
*- Final screening before packing was not installed.
Improvement measures
| Problem | Improvement |
|---|---|
| Elevator speed too high | Reduced from 2.3 m/s to 1.6 m/s |
| Direct steel impact | Added curved UHMWPE liner |
| Bin drop height too high | Reduced from 1.2 m to 0.45 m |
| Packing discharge too high | Extended filling tube into the bag |
| Bag drop too high | Reduced from 600 mm to 250 mm |
| No final screening | Added screen before packing scale |
Expected result
| Sampling Point | Before Improvement | After Improvement Target |
|---|---|---|
| Cooler discharge | 1.5% | 1.5% |
| After bucket elevator | 2.6% | 1.9%–2.1% |
| Before packing | 3.4% | 2.2%–2.5% |
| After bagging | 5.2% | 3.0%–3.5% |
| After palletizing | 5.8% | 3.3%–3.8% |
Expected improvement:
*- Finished bag fines reduced by about 2.0–2.5 percentage points.
*- Relative fines reduction of about 35%–43%.
*- Lower dust during handling.
*- Better product appearance.
*- Fewer customer complaints.
7- Practical Checklist for Pellet Plant Operators
Use the following checklist when pellet breakage is excessive.
Pellet quality
*- Is PDI above 92% for standard feed pellets?
*- Is PDI above 95% for premium pellets?
*- Are pellets fully cooled before conveying to storage?
*- Is pellet temperature within ambient temperature + 3–5°C?
*- Is final moisture stable within ±0.5%?
*- Is pellet length controlled at about 2–3 times pellet diameter?
Conveying system
*- Are there too many transfer points after the cooler?
*- Is any drop height above 500 mm?
*- Is the bucket elevator running too fast?
*- Are pellets hitting steel surfaces directly?
*- Are screw conveyors used for finished pellets?
*- Are pneumatic conveying velocities too high?
*- Are pneumatic elbows too sharp or too many?
Storage and bin discharge
*- Do pellets hit the bin wall directly at inlet?
*- Is there excessive drop height inside the bin?
*- Is bridging causing sudden collapse and impact?
*- Are pellets stored while still warm?
Packaging system
*- Is there a final screen before packing?
*- Is the packing scale discharge height too high?
*- Is the bag supported during filling?
*- Does the filled bag fall from a high position after sealing?
*- Are bags thrown manually during palletizing?
8- Recommended Technical Parameters Summary
| Control Point | Recommended Value |
|---|---|
| PDI before packaging | ≥ 92% standard feed; ≥ 95% premium feed |
| Fines before packing | ≤ 1.5%–3.0% |
| Fines after packing | ≤ 3.0%–5.0% |
| Cooler outlet temperature | Ambient + 3–5°C |
| Moisture deviation | ≤ ±0.5% |
| Pellet length-to-diameter ratio | 2:1 to 3:1 |
| Transfer drop height | ≤ 300–500 mm |
| Bucket elevator speed | 1.2–1.8 m/s |
| Belt conveyor speed | 0.6–1.5 m/s |
| Drag conveyor speed | 0.2–0.5 m/s |
| Pneumatic velocity for fragile feed pellets | 14–18 m/s |
| Pneumatic bend radius | ≥ 6D, preferably 8D–10D |
| Packing discharge height | ≤ 300–500 mm |
| Bag drop height after sealing | ≤ 300 mm preferred |
Conclusion
Reducing pellet breakage during conveying and packaging requires both strong pellets and gentle handling. If pellets are weak after cooling, the pelleting process must be optimized first. If pellets are strong at cooler discharge but fines increase after conveying or bagging, the problem is usually related to drop height, conveyor speed, impact points, chute design, packaging discharge, or bag handling.
For most pellet plants, the most effective improvement strategy is:
1- Measure fines at each section of the line.
2- Identify where fines increase the most.
3- Reduce drop height and direct impact.
4- Use gentle conveying equipment.
5- Avoid screw conveyors and high-velocity pneumatic conveying for fragile pellets.
6- Add final screening before packing.
7- Reduce bag filling and bag drop damage.
In real production, simple modifications such as lowering transfer height, adding soft liners, adjusting elevator speed, improving chute design, and reducing bag drop can often reduce finished-product fines by 20%–40%. For feed mills and biomass pellet plants, these improvements can directly increase product value, reduce complaints, improve operating cleanliness, and strengthen customer confidence in the final pellet quality.